11,43 mm Pistolet maszynowy Gun, submachine, cal. .45, M3 oraz M3A1

M3 powstał w wyniku prac zapoczątkowanych jeszcze przed przystąpieniem Stanów Zjednoczonych do II Wojny Światowej. Doświadczenia z walk w Europie dowiodły, że żadne face-liftingi w rodzaju M1A1 nie rokowały już nadziei na unowocześnienie Tommy Guna. Jasne było, że kiedy Ameryce przyjdzie znów walczyć w Europie, będzie musiała mieć pistolet maszynowy nowej generacji, porównywalny ze Stenem czy Maschinepistole 40. Jego twórcą został George J. Hyde.
Historia konstrukcji
Przez długie lata synonimem pistoletu maszynowego w Ameryce był Thompson – do tego stopnia, że w prasie z czasów II wojny światowej każdy człowiek z peemem na zdjęciu, niezależnie od narodowości i typu broni, przedstawiany był w podpisie jako „tommy-gunner”. Powszechność terminu nie zawsze jednak oznacza wszechobecność jego przedmiotu. Tak było i z pistoletem maszynowym w amerykańskich siłach zbrojnych. US Army dopiero na rok przed wybuchem II Wojny Światowej przyjęła Thompsona, a i to w bardzo ograniczonej skali. Początkowy okres wojny nawet amerykańskim generałom dowiódł przydatności taktycznej tej broni, ale w 1940m roku takich mądrych po szkodzie było znacznie więcej i w dużo gorszej sytuacji – gros produkowanych M1928A1 szło więc do Anglii. Armia, o ile chciała mieć swój pistolet maszynowy, musiała się postarać o jakiś inny model.

Korpus Uzbrojenia Armii Stanów Zjednoczonych miał od dawna na pieńku zarówno z pistoletem maszynowym Thompsona, jak i z samym generałem Johnem T. Thompsonem, któremu wielu starszych oficerów nie mogło wybaczyć „dezercji” z Korpusu Uzbrojenia w 1915 roku do prywatnego przemysłu. Opór przed przyjęciem do uzbrojenia jego pistoletu maszynowego miał jednak i swoje racjonalne ziarno – pod koniec lat 30. to była konstrukcja naprawdę już przestarzała i nieperspektywiczna, która gdziekolwiek poza Ameryką dawno by wypadła z produkcji. Wymogi nowoczesnej wojny technicznej wymusiły na europejskich producentach odejście od obróbki ubytkowej, dającej wyroby trwałe i estetyczne, ale pracochłonne i czasochłonne. II Wojna Światowa była okresem tryumfu technologii obróbki bezubytkowej, głównie zgrzewania punktowego i głębokiego tłoczenia. W ogólnym rozrachunku były one co najmniej równie drogie, co frezowanie i spawanie, ale wymagały znacznie mniej umiejętności od pracowników. To zaś pozwalało zatrudniać do masowej produkcji robotników niewykwalifikowanych, kobiety, dzieci, a nawet więźniów kacetów. Na tle pogrążającej się w wojnie Europy i Azji, Ameryka, najbardziej zindustrializowane państwo świata, miała największy potencjał produkcyjny, najwięcej maszyn, materiałów, fachowej siły roboczej i – jako państwo neutralne – najwięcej czasu do stracenia na produkcję nietechnologicznej i skomplikowanej broni. Jednak nawet amerykańskie rezerwy produkcyjne miały gdzieś jakiś kres i było jasne, że gdy w końcu Stany Zjednoczone zostaną po raz kolejny wciągnięte do europejskiej wojny, ten zapas szybko się wyczerpie. Kryzys monachijski dał amerykańskim wojskowym sporo do myślenia i przyspieszył przygotowania do wojny – to znaczy nie tyle przyspieszył, co zainicjował, bo Ameryka jako chyba jedyne państwo świata nie wykorzystywało zbrojeń do walki z następstwami Wielkiego Kryzysu i była pod tym względem bardzo zapóźniona. W połowie 1939 roku ośrodek badawczy broni strzeleckiej US Army, Aberdeen Proving Ground (APG) w Maryland, rozpisał konkurs na nowy pistolet maszynowy. Założenia taktyczno-techniczne (ZTT) piechoty różniły się nieco od kawaleryjskich, ale generalnie nowy peem miał mieć kaliber „.30 lub .45” – jak widać najpopularniejszego w europejskich peemach kalibru 9 mm w ogóle nie brano pod uwagę, choć powszechnie dostępny amerykański nabój .38 Super mógł się dobrze sprawdzić w tej roli. 9 mm x 19 mm Parabellum, choć produkowany na niewielką skalę przez Winchestera, był w Ameryce amunicją całkowicie egzotyczną. Jaki nabój kalibru .30 mógł wchodzić w grę, nie jest jasne, gdyż w tym czasie .30 Carbine nie był jeszcze nawet projektem – a w dodatku piechota chciała się zadowolić zasięgiem skutecznym zaledwie 300 m. Broń miała być chłodzona powietrzem, ważyć od 3,2 do 4,5 kg (ZTT piechoty), ale nie więcej niż 5 kg (ZTT kawalerii), i mierzyć od 864 mm (kawaleria) do 914 mm z kolbą rozłożoną lub dołączoną (piechota: z kolbą złożoną lub zdemontowaną – nie więcej niż 584 mm). Wymagano mechanicznych przyrządów celowniczych (kawaleria – regulowanych) i szyb kostrzelności teoretycznej w granicach 500 (piechota) do 600 (kawaleria) strzałów na minutę, ze zdolnością do prowadzenia ognia pojedynczego i ciągłego. Żądano magazynka na 50 nabojów (kawaleria – 20 i 50), jednocześnie jednak wykluczając użycie bębna od Thompsona – bo magazynek miał się dawać przyłączyć do broni przy otwartym lub zamkniętym zamku, a bęben do M1928A1 można było wymienić tylko z zamkiem w tylnym położeniu. Wyznaczono także standardy rozrzutu: przy strzelaniu stojąc, z wolnej ręki, na 50 jardów (45 m) seriami, minimum 90 ze 100 pocisków powinno się zmieścić w tarczy o rozmiarach 6 x 6 stóp (ok. 2 x 2 m). Thompson, gdy strzelec miał dobry dzień, był w stanie umieścić w takim celu około 50. Konkurs , jakbyśmy dziś powiedzieli „typu COTS”, czyli na gotową do przyjęcia, już produkowaną broń, pomyślany był jako szybki sposób na uzupełnienie braku w uzbrojeniu US Army. Chodziło o to, by przyjąć do uzbrojenia wzór istniejący, stworzony za pieniądze producenta, a nie gmatwać się w trwające latami kosztowne dopracowywanie obiecującego prototypu. W rzeczywistości trwał jednak aż 4 lata (1939-43), w ciągu których przebadano kilkadziesiąt modeli, stopniowo upraszczając i ujednolicając ZTT rodzajów wojsk. Po Pearl Harbor doszedł wymóg wysokiej technologiczności broni, dostosowania do wytwarzania nowoczesnymi metodami potokowej produkcji masowej oraz eliminacji surowców strategicznych (stale stopowe, aluminium itp.). W czasie trwania konkursu Korpus Uzbrojenia stworzył i standaryzował metodykę prowadzania testów funkcjonalnych (w warunkach zapylenia, zapiaszczenia, zabłocenia, itp.), stosowaną do dziś. W ramach prób konkursowych przebadano w identycznych warunkach ponad 30 proponowanych typów peemów amerykańskich, broń zdobyczną (Maschinenpistole 40, Maschinenpistole 35, włoską Berettę MAB M938A) i sojuszniczą (Austen, Owen, Sten, PPSz), a także krajów neutralnych (głównie hiszpańskie Stary).
Model M35
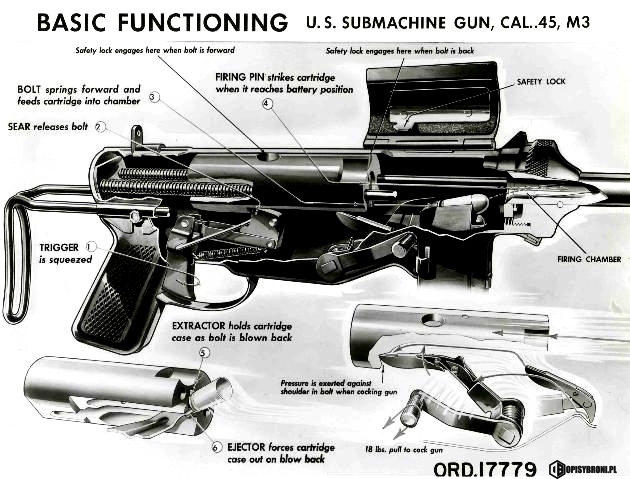
Ilustracja podstawowego działania pistoletu maszynowego M3
W pierwszej turze prób przeprowadzonych z Thompsonem M1928A1, który stanowił broń porównawczą w teście, o miano pistoletu maszynowego dla US Army współzawodniczyły trzy modele: Hyde M35, Harrington & Richardson Reising Model 1 i Smith & Wesson Light Rifle M1940.
Hyde M35 był dziełem George’a Johna Hyde’a z Nowego Jorku. Hyde był naturalizowanym Niemcem – w swoim „poprzednim wcieleniu”, jako Georg Hohann Heidt, pracując w zakładach Dreysego zyskał spore doświadczenie z bronią maszynową. W 1926 roku emigrował za Atlantyk i podjął pracę w firmie High Standard, gdzie konstruował on broń sportową. W 1936 roku otrzymał patent Nr. US 2 049 776 na pistolet maszynowy z rurową komorą zamkową i cylindrycznym zamkiem, zasilany z dwóch pudełkowych magazynków osadzonych w przesuwanej poziomo obejmie. Podobne rozwiązanie zastosowano potem w Maschinenpistole 40/II. Siła przyzwyczajenia do konstrukcji pistoletu maszynowego Thompson jako wzorca była tak silna, że pistolet maszynowe Hyde’a posiadał żebrowaną lufę, kompensator Cuttsa, dwa chwyty pistoletowe i odłączaną kolbę. Na pierwszy rzut oka różnił się od konstrukcji Thompsona tylko rurową komorą z wystającą z jej tylnego końca rękojeścią zamka. Był to najsłabszy punkt konstrukcji – napinacz poruszał się bowiem z zamkiem w kierunku twarzy strzelca i tylko dzięki zastosowaniu długiej kolby zatrzymywał się zaledwie pół cala przed okiem strzelca.
M35 przeszedł śpiewająco prowadzone w dniach 5-21 października 1939 roku próby błota i pyłu (jego komora zamkowa posiadała tylko jeden otwór – okno wyrzutowe), zawiódł jedynie zewnętrzny z dwóch magazynków – błoto doprowadziło do zablokowania podajnika, którego zbyt słaba sprężyna nie zdążyła podać naboju i zamek opadł na pustą komorę, doprowadzając w tym przypadku do jedynego w przebiegu próby zacięcia broni.. Pistolet maszynowy konstrukcji Thompsona w ogóle w tych warunkach nie chciał strzelać, a przed jego dalszym użyciem należało go rozebrać i dokładnie przeczyścić. Pistolet maszynowy M35 był konstrukcyjnie prostszy, posiadał mniej części niż M1928A1. Konstrukcja M35 był o ok. 60% tańsza w masowej konstrukcji. Szybciej stygł po przeprowadzeniu intensywnego strzelania ogniem ciągłym, był też celniejszy przy prowadzeniu ognia ciągłego, jak i pojedynczego. Pewne zastrzeżenia w konstrukcji M35 miał zastosowany system spustowy broni, słabych sprężyn magazynka broni, zastosowania wadliwej obróbki cieplnej trzonu zamkowego, zbyt słabego podparcia przedniego chwytu, no i oczywiście tej nieszczęsnej rączki zamkowej. Ogólnie sama broń górowała nad modelem Thompsona, ale w obecnej formie nie mogła być przyjęta do uzbrojenia.
Propozycję S&W odrzucono, ponieważ Light Rifle M1940 strzelał nabojem 9 mm x 19 mm Parabellum, zaś do jego przyjęcia rekomendowano pistolet maszynowi Reisinga, który także w próbach przewyższał Thompsona we wszystkich przebadanych aspektach prowadzonych prób. Armia na razie wstrzymała się od prowadzonych działań, ale Marynarka Wojenna uszczęśliwiła Korpus Piechoty Morskiej kilkoma tysiącami dostarczonych Reisingów.
Atmed

Dwóch niemieckich jeńców wojennych zostaje zabranych do obozu jenieckiego 6. Dywizji Panzernej na przesłuchanie i przeszukanie
We wrześniu 1940 roku Hyde spróbował raz jeszcze tym razem przedstawiając pistolet maszynowy Atmed, który był jeszcze bardziej podobny zewnętrznie do Thompsona, niż jego poprzednik. Wewnątrz różnił się od M1928A1 jeszcze bardziej, wprowadzając po raz pierwszy na gruncie amerykańskim zasadę API (Advanced Primer Ignition), a więc wyprzedzonego zapłonu – do odpalenia spłonki naboju dochodzi w takiej broni jeszcze zanim zamek zakończy swój ruch do przodu. Dziś to podstawowy sposób funkcjonowania broni z zamkiem swobodnym, ale wówczas znana była jako „Zasada Beckera”, niemieckiego konstruktora od 20 mm armaty z zamkiem swobodnym, który świat podczas II Wojny Światowej poznał jako Oerlikona – stanowiła wówczas mocno egzotyczną i potencjalnie „niebezpieczną” nowinkę techniczną.
W wydaniu Hyde’a z firmą Atmed (dla której był to debiut w produkcji broni) daleko jej było do zadowalającego działania. Na wojskowej amunicji Frankford Arsenal dochodziło do ustawicznych zacięć broni, wyrywania spłonek i innych problemów. Pomogło skrócenie iglicy – odtąd broń działała już znacznie lepiej, ale nadal pozostawały problemy ze strzelaniem serią z nastawy do ognia pojedynczego, co przypisywano niedolotowi zamka. Do końca badań, mimo kilkukrotnego skracania sprężyny powrotnej, tego problemu nie udało się usunąć.
A wielka szkoda, bo poza tym Atmed znów górował nad Thompsonem we wszystkich aspektach, dawało się z niego nawet strzelać seriami jedną ręką, bez wyraźnego podrzutu (w czym znacznie pomagała masa broni wynosząca 4,3 kg). Jako pierwszy pistolet maszynowy w historii konkursu Atmed był w tanie bez żadnych problemów strzelać po kąpieli błotnej. Reszta problemów sprawiła jednak, że propozycja została odrzucona – mimo że w podsumowaniu pierwszej fazy testów, datowany na 14 lutego 1942 roku Atmed doczekał się najwyższej ceny punktowej wśród dotychczas badanych pistoletów maszynowych w kalibrze .45 (11,43 mm x 23 mm), przed Hydem M35. Wśród modeli na nabój 9 mm prym wiódł niezagrożenie brytyjski Sten Mk. III – który według raportu APG gdyby tylko miał wersje na nabój .45 ACP miałby poważne szanse na natychmiastowe przyjęcie w US Army.




Pistolet maszynowy M3
Zdjęcia – Dawid Kalka
Witoszów Dolny, gmina Świdnica – Muzeum Broni i Militariów
Z braku laku w tym etapie wybrano pistolet maszynowy Thompson M1 z zamkiem swobodnym, zamiast dotychczasowego półswobodnego. Wkrótce został on uproszczony jeszcze bardziej przez specjalistów ze Springfield Arsenal, którzy ruchomą iglicę odziedziczoną po starym Thompsonie zastąpili stałą iglicą – kierując się wynikami z prób prowadzonych na Atmedzie. Nadal jednak pistolet maszynowy M1A1 był nadal uważany za rozwiązanie tymczasowe i poszukiwania następny pistoletu maszynowego Thompsona.
Model M2
Hyde nadal się nie poddawał w swoich działaniach i nadal pracowała nad kolejnymi modelami pistoletów maszynowych. Tym razem związał się z General Motors Corporation we współpracy z Inland Division of General Motors w Dayton, w stanie Ohio. W konstrukcji Hyde-Inland Model 1 testowanym w kwietniu 1942 roku, udało się połączyć w jedno jedne najlepszych cech pistoletu maszynowego M35 i Atmeda. Była to broń z rurową komorą zamkową, ze stałą iglicą, bez żadnych części poruszających się na zewnątrz broni w czasie trwania strzelania – i znów bez osłoniętych otworów poza wylotem lufy i oknem wyrzutowym. Mechanizmy Hyde-Inlanda 1 oprawiono w drewniane łoże na wzór karabinowego, zaopatrzone w oddzielny od kolby chwyt pistoletowy i nakładkę, mocowaną bączkiem. Do zasilania broni został wybrany 30-nabojowy magazynek pudełkowy od pistoletu maszynowego M1.
W przebiegu próby oddano 6080 strzałów, odnotowując zaledwie 20 zacięć broni – z czego 15 polegało na tym, że zamek nie zatrzymał się w tylnym położeniu po ostatnim strzale. Z pozostałych 5 trzy dotyczyły tego samego elementu broni – zamek pozostał po ostatnim strzale otwarty, ale po wyjęciu magazynka samoczynnie zwalniał się z zaczepu. Prawdziwych zacięć zdarzyło się więc zaledwie 2 na ponad 6000 oddanych strzałów – jeden to był niewypał (zbyt lekkie zbicie spłonki naboju) i jedno zacięcie przy dosyłaniu. Pomiar szybkostrzelności wykazał średnią szybkostrzelność rzędu 527 strz./min., podczas gdy pistolety maszynowe Thompson: M1928A1 610 strz./min. Oraz M1A1 775 strz./min.
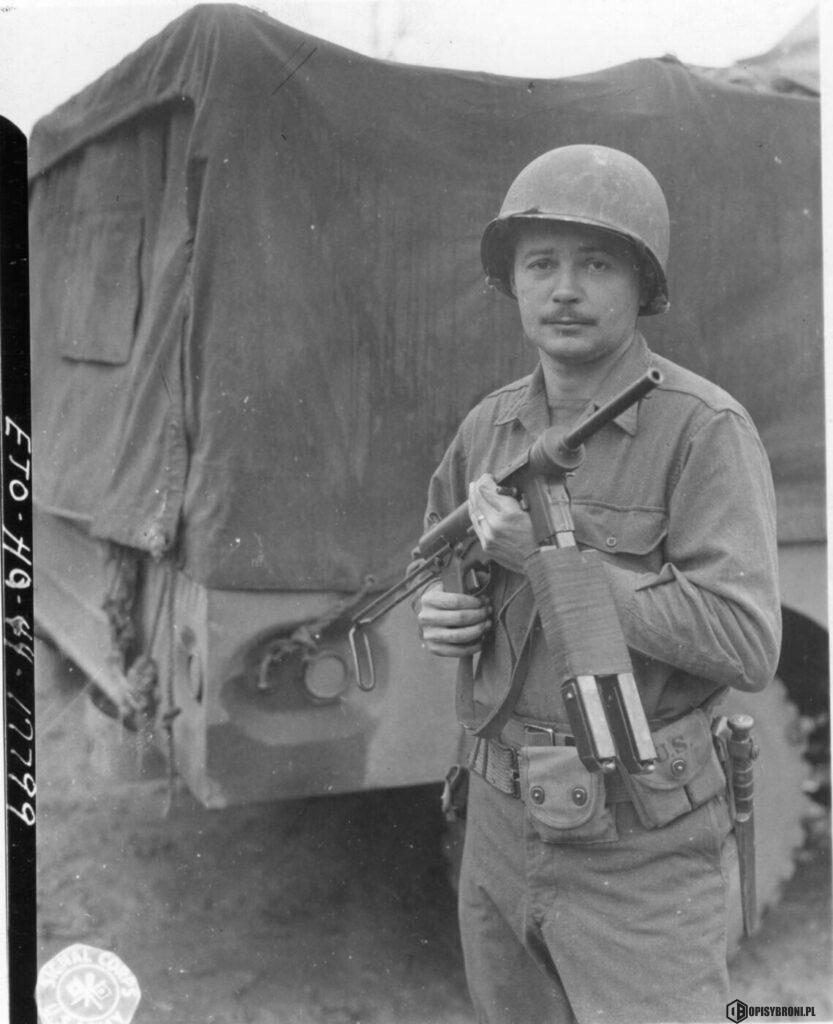
Amerykański żołnierz w Niemczech, w 1953 roku z pistoletem maszynowym M3
W tej wielkiej beczce miodu znalazły się jednak dwie łyżki dziegciu. Po przeprowadzeniu błotnej kąpieli broń Hyde-Inland w ogóle nie chciał strzelać – podobnie jak oba pistolety maszynowe Thompson, co się dotąd bronią konstrukcji Hyde’a nie zdarzało. Także ustępował on celnością w strzelaniu z wolnej ręki ogniem pojedynczym. Seriami po „staremu” bił pistolety Thompsona na głowę, a w tekście celności na 45 metrów osiągnął aż 99 trafień: czyli dokładnie tyle, co obaj konkurenci razem wzięci (pistolety maszynowe M1928A1 – 49, M1A1 – 50)!
Producent wycofał broń z przeprowadzonych prób, by wprowadzić zalecone poprawki. Mimo to fachowcy z APG byli pod bardzo silnym wrażeniem jego występów, że 30 kwietnia 1942 roku zalecili natychmiastowe wprowadzenie modelu Hyde-inland Model 1 do uzbrojenia jako pistoletu maszynowego typu M2 i wybrali do uruchomienia jego produkcji zakłady Marlin Firearms w New Haven, Connecticut, których pistolet maszynowy UD 42, który został odrzucony z powodu dostosowania broni do amunicji pistoletowej 9 mm x 19 mm Parabellum.
Pistolet maszynowy Hyde-Inland Model 2 powrócił po poprawkach w czerwcu 1942 roku i okazało się, że entuzjazm APG był mocno przedwczesny. Pod nieobecność modelu Hyde’a, którego GMC w międzyczasie przerzuciła do Guide Lamp Division, gdzie inżynierowie Inlanda pozbawieni doświadczenia w zakresie broni palnej, nie poradzili sobie z wprowadzeniem poprawek i wyniki pogorszyły się, zamiast poprawić. APG uznał racje Inlanda i zlecił poprawienie konstrukcji od razu Marlinowi na czele biura konstrukcyjnego, którego stał bardzo wybitny specjalista od broni automatycznej – Carl Swebilius. Zanim do tego doszło i zanim borykająca się z trudnościami materiałowymi, firma zdołała uruchomić produkcję, Hyde wymyślił i zbudował prototyp kolejnego pistoletu maszynowego – model M2, którego zaczęto wytwarzać w maju 1943 roku, a zakończoną ją po wyprodukowaniu zaledwie 500 egzemplarzy M2.

Szeregowy pierwszej klasy (PFC) Jose Ledoux-Garcia z kompanii C, 5. batalionu, rok 1985, w tle czołg podstawowy M60A3
T15
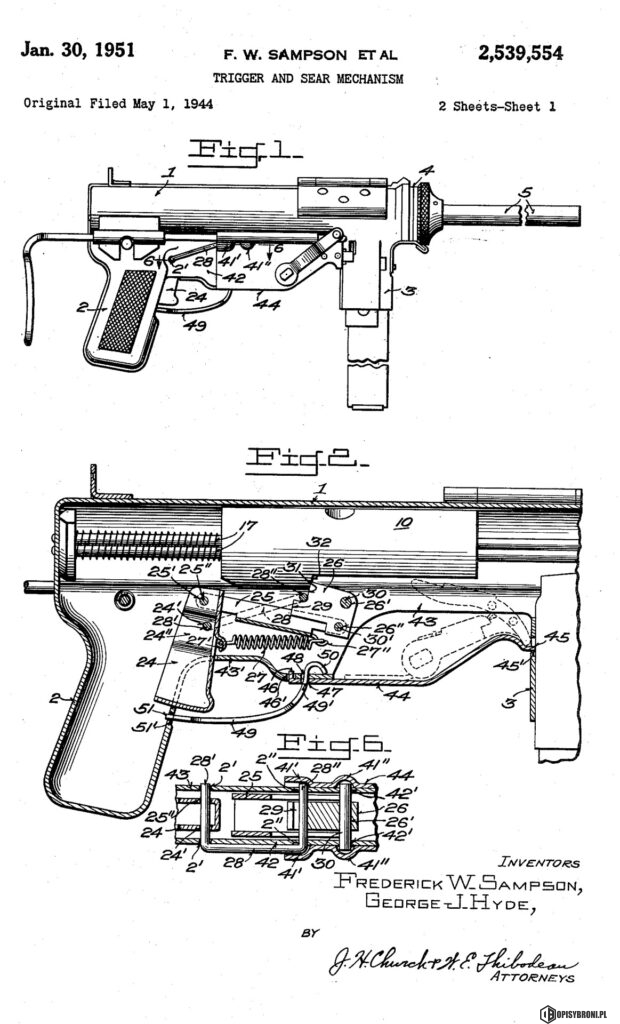
Wiele złego można było powiedzieć i przez kolejne lata mówiono, o „szarej” eminencji amerykańskiego uzbrojenia, pułkownik René Studlerze, ale akurat jeżeli chodziło o przyszłego pistoletu maszynowego M3, to odniósł on bardzo duże zasługi i jak dotąd najdłużej używane przez US Army pistoletu maszynowego. Największą z tych zasług było zetknięcie osiągającego dotąd najlepsze rezultaty konstruktora George’a Hyde’a z wizjonerskim technologiem zakładów General Motors (Inland Division). Frederickiem W. Sampsonem. Model T15, pierwowzór pistoletu maszynowego M3 powstał jednak zbiorowym wysiłkiem, dlatego też żadna z trzech osób nie może przypisać sobie zasług w konstrukcji broni.
W 1942 roku programy mające na celu pomoc walczącej Wielkiej Brytanii miały zapalające zielone światło. Po rekomendacji przyjęcia pistoletu maszynowego M2 do uzbrojenia żołnierzy US Army, dyrekcja GMC postanowiła pomóc brytyjskim „kuzynom”, tworząc dla nich nowy pistolet maszynowy kalibru 9 mm, jeszcze lepszy od konstrukcji Stena. Konstrukcją mieli się zająć Hyde wraz z Sampsonem, który nie był zadowolony z zacofania technologicznego konstrukcji M2 i postulował stworzenie czegoś na miarę nowych czasów i wyzwań. W tym celu jednak potrzeba było zakładu znacznie lepiej wyposażonego niż Inland i doświadczonego w stosowanej święcącej triumfy w Europie technologii głębokiego tłoczenia. Najlepiej do tych potrzeb, jak się okazało – pasowała fabryka reflektorów samochodowych Guide Lamp Division od General Motors w Anderson, Indiana. Tego rodzaju dziwne połączenia asortymentu cywilnego z wojskowym nie były niczym nadzwyczajnym w GMC, która w czasie trwania II Wojny Światowej wyrosła na głównego dostarczyciela broni automatycznej dla amerykańskich i sojuszniczych sił zbrojnych, gdzie dość wspomnieć, że głównym dostawcą 12,7 mm ciężkich wielkokalibrowych karabinów maszynowych M2 była Frigidaire Division of GM, który przed wojną był liderem w produkcji lodówek.

Pistolet maszynowy M3A1
Dzięki możliwościom stwarzanym przez nową technologię głębokiego tłoczenia, Hyde mógł wreszcie najpełniej zrealizować swoją koncepcję pistoletu maszynowego zabezpieczającego przed przedstawieniem się do mechanizmu zanieczyszczeń. Dokonał tego w najprostszy sposób możliwy sposób: przez eliminację otworów. Cała komora zamkowa razem z chwytem pistoletowym stanowiła monolit, zespawany z dwóch głęboko tłoczonych blaszanych połówek. Do wnętrza tego monolitu wszystkie elementy mechanizmu wkładane były przez otwór w dolnej części komory spustowej, nakrywany oddzielną osłoną. Sama osłona komory spustowej wygląda na inspirację stenowską – ale mieści mechanizm napinający bez żadnego wyraźnego pierwowzoru.
Aby uniknąć grożącej wnikaniem zanieczyszczeń szczeliny rękojeści zamka, pod osłoną umieszczono zaskakująco skomplikowany – jak na przyświecający konstruktorom zam9oar uproszczenia broni – mechanizm napinający, składający się z korby i połączonej z nią dwuczęściowej dźwigni, która zapierała się o specjalne wycięcie w zamku, a potem odpychała zamek w tył, do momentu przechwycenia go przez zaczep spustowy. Napinana przy cofaniu się zamka agrafkowa sprężyna powrotna dźwigni napinającej, po zwolnieniu nacisku na korbę przywraca samoczynni części napinacza do położenia wyjściowego. W czasie trwania strzelania napinacz pozostanie nieruchomy.
Górne krawędzie osłony wywinięto, tworząc przednie prowadnice wygiętej z drutu prostej, wysuwanej kolby. Tylne prowadnice stanowiły oddzielne rurki zwijane z blachy i zgrzane na stałe powierzchnie komory zamkowej, pomiędzy którymi w wywierconym kanale włożony był zatrzask ustalający dla kolby, utrzymujący ją w położeniu wysuniętym, jak i wsuniętym.
Osłona napinacza mocowana była do komory zamkowej językiem na przednim końcu kabłąka spustowego. Tylny koniec był zagięty wzdłuż przedniej krawędzi chwytu pistoletowego i miał występ z uformowanym na nim karbem, który wprowadzony w odpowiednie wykręcenie chwytu, utrzymywał kabłąk na miejscu. Do rozkładania potrzebny był ostry, płaski przedmiot (tymczasowa instrukcja zalecała używanie do tego celu otwieracza do konserw typu P-38), czyli przedmiotu, który każdy amerykański żołnierz nosił przy sobie), by nim podważyć tylny koniec kabłąka i wysunąć karb z wycięcia ustalającego. Wówczas kabłąk się otwierało, obracając o kąt prawie 150 stopni, by wyjąć przedni koniec z otworów w komorze i osłonie napinacza. Było to konieczne przy każdym czyszczeniu broni, gdyż bez zdemontowania osłony z osadzonym w niej sztywno wyrzutnikiem nie można było wyjąć zamka.
Tylna krawędź osłony miała po obu stronach podgięcie, które po zmontowaniu całości utrzymywało zaczerpniętą ze brytyjskiego Stena oś spustu w postaci szerokiego drucianego C. Jej tylny koniec stanowił właściwą oś spustu broni, przedni stabilizował go i pełnił rolę dolnego ogranicznika wychylenia szyny spustowej, łączącej ze sobą spust z zaczepem spustowym. Zaczep obracał się na osi, utrzymywanej w komorze zamkowej przez boki osłony.

Członek plemienia Montagnard podczas szkolenia w 1962 roku
Nowatorski zespół ruchomy
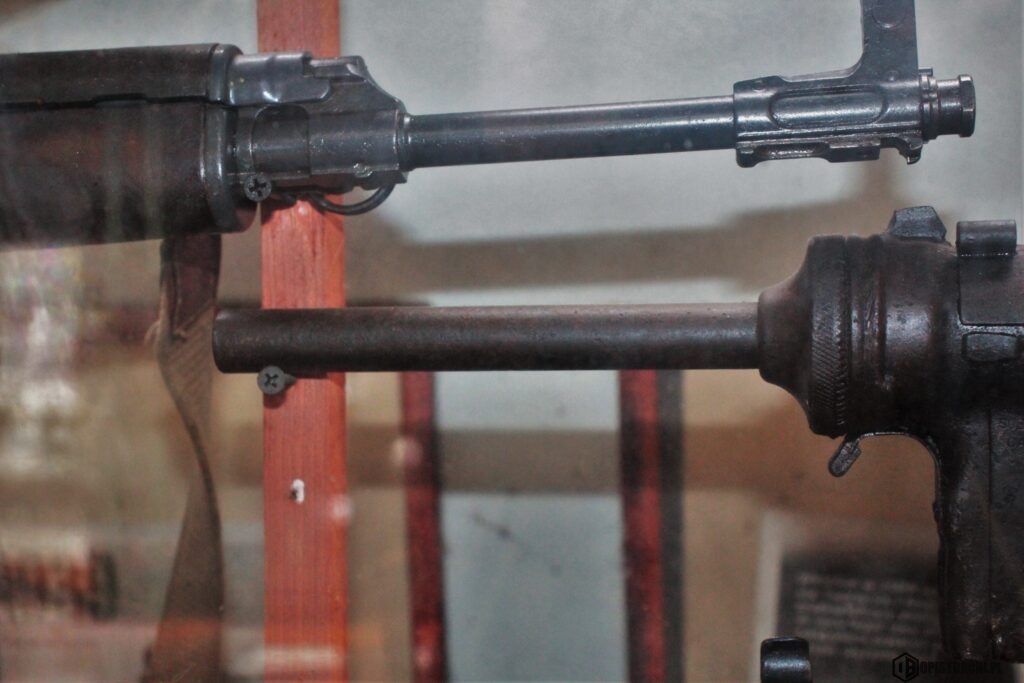
Przez otwór wykręcenia lufy, utrzymywanej w komorze przynitowanym blaszanym zatrzaskiem, demontowanym był w całości zespół ruchomy. Składał się on z zamka zblokowanego z urządzeniem powrotnym o dwóch sprężynach powrotnych. Sprężyny te nawleczone były na dwie równolegle żerdzie, połączone z tyłu na stałe oporą. Z przodu, po nawleczeniu zamka, końce żerdzi wieńczył drugi łącznik, mocowany następnie drucianą sprężyną rozpierającą, które ramiona wchodziły w podcięcia na przednich końcach żerdzi.
Bardzo podobny układ równoległych żerdzi ze sprężynami stosowany był już wcześniej wielokrotnie, ale specyfiką modelu T15 było nachylenie płaszczyzny przechodzącej przez żerdzie w stosunku do płaszczyzny symetrii broni. Było to konieczne, by zachować prowadzenie żerdzi na pełnej długości w intensywnie powycinanym zamku. Z przodu zamka nie rzuca się w oczy, ale jeśli spojrzymy od tyłu na komorę zamkową, widać wyraźnie, że jednak żerdź wystaje z tyłu wyżej od drugiej – przechylenia podkreśla jeszcze pionowy szew komory zamkowej, który pomiędzy nimi przechodzi.











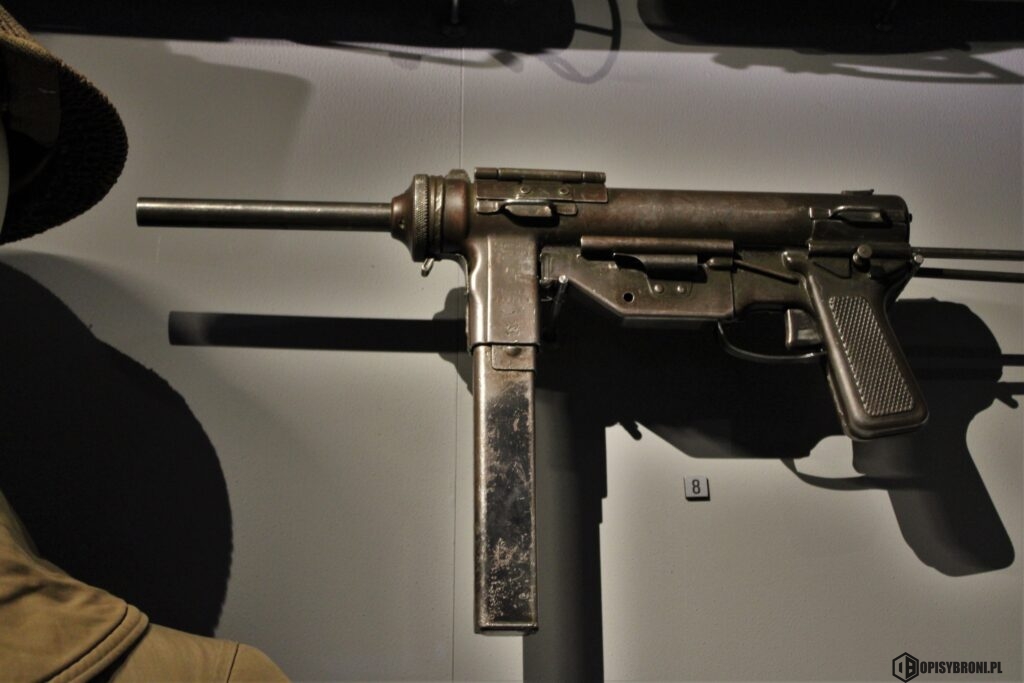
Pistolet maszynowy M3
Autor – zdjęcia: Dawid Kalka
Eksponat ze zbiorów: Fort Gerharda – Muzeum Obrony Wybrzeża, Świnoujście, Polska
Najważniejsza różnicą pomiędzy T15, a poprzednimi konstrukcjami Hyde’a był jednak wybrany do zasilania tej broni magazynkiem od pistoletu maszynowego Sten – skoro to miała też być broń dla brytyjskich żołnierzy, wybór ten wydawał się być jak najbardziej naturalny. Zmiana z zastosowania z dwurzędowego, dwupozycyjnego magazynka thompsonowskiego na dwurzędowy, jednopozycyjny magazynek systemu niemieckiego Schmeissera była bardzo ważna i spowodowała długotrwałe i daleko idące następstwa, a z jej skutkami użytkownicy kolejnych wcieleń modelu T15 borykali się potem przez wiele lat.
Model T20 – pistolet maszynowy dwukalibrowy
Kłopoty z uruchomieniem produkcji niskoseryjnej M2 spowodowały, że 8 października 1942 roku Korpus Uzbrojenia na wniosek APG przejął prywatny program T15 z rąk GMC i zażądał wprowadzenia dwóch poważnych zmian w konstrukcji broni. Po pierwsze wymagano pełnej dwukalibrowości broni każdego zbudowanego egzemplarza broni. Nowa broń miała zarazem strzelać podstawowym nabojem pistoletowym kontynentu Europejskiego – 9 mm x 19 mm Parabellum, jak i amerykańskim .45 ACP, przy czym sama konwersja musiała się ograniczać do wymiany lufy, zamka i magazynka – w dodatku bez użycia żadnych narzędzi specjalnych.

Zmiana ta wymagała całkowitego przebudowania i powiększenia T15 z racji większych rozmiarów naboju stosowanego w Stanach Zjednoczonych. Do zasilania nabojami kalibru 9 mm w gnieździe magazynka montowana miała być blaszana wkładka-adaptator, wypełniająca różnicę rozmiarów obu stosowanych magazynków. Zachowanie zasilania z magazynka systemu Schmeissera wymusiło skonstruowanie jego odpowiednika na nanój pistoletowy .45 ACP. Z biegiem lat, wybór ten okazał się błędem – dziś na świecie królują magazynki dwurzędowe oraz dwupozycyjne. Było to jednak posunięcie bardzo wówczas powszechne na całym świecie – gdzie pod wpływem wielkich sukcesów niemieckiego Maschinenpistole 40, takie magazynki zostały zastosowane także w brytyjskim Stenie oraz radzieckim PPSz.
Bardziej perspektywicznym rozwiązaniem konstrukcyjnym, okazał się inny wymóg inspirowany niemieckim pistoletem maszynowym, radykalnie odmiennej od wszystkiego, co do tej pory znała US Army. Wąskim gardłem każdej produkcji broni były lufy. Samson rozwiązał problem, proponując metodę, na którą nikt do tej pory nie wpadł. Zamiast gwintować przez wielokrotne przeciąganie czy przepychanie narzędzi przez wywiercony w pręcie otwór, Sampson zastosował – po raz pierwszy na świecie – metodę obciskani, czy też zimnego kucia profilowego, jak termin „swaging” każe tłumaczyć Słownik Naukowo-Techniczny, ale nie był to jednak znany nam dziś proces kucia wysokiej jakości przewodów lufowych na mocno wyspecjalizowanej kuźniarce. Materiałem wyjściowym były odcinki cienkościennej rury bez szwu, której kanał równano do odpowiedniej średnicy, a następnie wkładano trzpień z negatywem bruzd przewodu i razem przetłaczano prasę przez stożkową matrycę, odciskającą rurę na trzpieniu. Po wyjęciu trzpienia uzyskaną lufę cięto następnie na pięć odcinków i wytłaczano komory nabojowe, a następnie kołkiem osadzono na sztywno w nakrętce, która mocowała lufę w broni. Proces ten dawał szybko i tanio lufy jakości wystarczającej do pistoletu maszynowego. Poza lufą i zamkiem obróbki ubytkowej wymagały jeszcze tylko zastosowanie odpowiedniego zaczepu spustowego i jego osi – cała reszta konstrukcji broni powstawała poprzez metodę tłoczenia, krępowanie lub wyginanie elementów z drutu.
Model T20 nadal nie posiadał żadnego bezpiecznika blokującego mechanizm spustowy – jedynym był blaszany występ wewnątrz pokrywy okna wyrzutowego. Przy zwolnionym zamku wchodził on w okrągły otwór wywiercony w trzonie zamkowym i nie pozwalał go ruszyć. Przy zamku napiętym wchodził w podobny otwór wywiercony w przedniej krawędzi trzonu. Kształt występu powodował, że jego ukośna tylna krawędź odsuwała wówczas zamek o 2-3 mm do tyłu, obciążając zaczep spustowy. Wciśnięcie spustu obracało teraz odpowiedni zaczep, ale zamek był unieruchomiony. Otwarcie pokrywy okna wyrzutowego odbezpiecza broń.

Amerykański żołnierz na Półwyspie Koreańskim w 1950 roku, uzbrojony w model M3A1
Próby modelu T20
Mimo poważnych zmian w konstrukcji broni, wymuszonych przez zmianę specyfikacji, już w listopadzie APG prowadził badania pierwszych 5 egzemplarzy modelu T20. Z sporządzonego raportu wynika, że masa pistoletu maszynowego, strzelającego nabojem kalibru 9 mm Parabellum wynosiła 3,48 kg, a jej szybkostrzelność teoretyczna wynosiła zaledwie 400 strz./min. Dzięki zastosowaniu liniowej konstrukcji kolby broni, pomysłowi Hyde’a, sama broń odznaczała się bardzo niewielkim podrzutem.
W toku prowadzonych prób wystrzelono z jednego egzemplarza 5000 nabojów pistoletowych .45 ACP w łuskach mosiężnych, osiągając doskonałe rezultaty – nowy pistolet maszynowy bił na głowę konstrukcję Thompsona, zwłaszcza celność prowadzonego ognia ciągłego. Test rozrzutu prowadzonego ognia, w wersji na nabój .45 ACP zakończył się wynikiem 97 trafień – zaledwie o dwa mniej, od rekordu ustawionego w kwietniu przez Hyde-Inoland Model 1. W przebiegu badania stwierdzono dwa zacięcia przy dosyłaniu, spowodowane utykaniem podajnika. W kolejnej próbie, na 500 nabojów w łuskach stalowych, gdzie miały miejsce trzy przypadki niewyrzucenia łuski (tzw. „fajki”) i jedno zacięcie przy dosyłaniu – tak znaczny wzrost odsetka zacięć był bardzo typowy dla amerykańskich doświadczeń z nabojami z łuskami stalowymi, lakierowanymi, używanymi przez zakłady Chryslera-Sunbeama w Evanville i doprowadził w końcu do rezygnacji z ich używania.
Znacznie gorzej było przy próbie strzelania nabojami kalibru 9 mm Parabellum. Na oddanie 5000 strzałów amunicją produkcji amerykańskiej (zakłady Winchester) miały miejsce aż 23 zacięcia broni przy wyrzucaniu łusek. Na podstawie wyraźnego, mosiężnego śladu na przedniej krawędzi okna wyrzutowego strzelcy testowi postulowali, że przyczyną tego wzrostu liczby zacięć mogą być jego zbyt małe rozmiary. Potwierdziły to przeprowadzone badania zapisu z kamery filmowej: mniejsza i lżejsza łuska naboju kalibru 9 mm opuszczała broń ze znacznie większą prędkością obrotową i mniej stabilnie, niż większa i cięższa łuska naboju kalibru .45 ACP. Często uderzała przy tym w krawędź okna i wówczas kierunek jej lotu zmieniał się nieprzewidywalnie, a część łusek odbijała się z powrotem do wnętrza komory zamkowej. W wyniku przeprowadzonego testu w jednym z modeli T20 okno wyrzutowe zostało przedłużone o prawie 1/3 swej pierwotnej długości. Zmodyfikowany w ten sposób pistolet maszynowy oddał następnie 1250 strzałów nabojami kalibru 9 mm, już bez żadnych zacięć broni.
W próbach odporności na zapylenie i błoto modelu T20 także pobił swoich konkurentów. Po próbach Korpusu Uzbrojenia przyszła kolej na testy w rodzajach sił zbrojnych, z których nowy pistolet maszynowy także wyszedł zwycięsko. Służby uczestniczące w testach zgłaszały propozycje poprawek. Jedna z nich, autorstwa komisji Piechoty (Infantry Board) – gdyby ją wprowadzono – zapewne rozwiązałaby raz na zawsze już w tej wczesnej fazie największy problem modelu M3, czyli zacięcia spowodowane przez wadliwie zaprojektowany podajnik magazynka broni, który raz na jakiś czas blokował się w pudełku, powodując zacięcie broni. Korpus Uzbrojenia odmówił wprowadzenie zmian, by nie opóźniać uruchomienia produkcji. Wadliwe magazynki pozostały więc w produkcji i użyciu, a ich niedoróbki prześladują użytkowników Smarownic aż po dziś dzień.
Model M3

Amerykański Marines na Półwyspie Koreańskim podczas walk
24 grudnia 1942 roku Korpus Uzbrojenia zarekomendowało do przyjęcia do uzbrojenia jako wzoru standardowego (Standard, 1. Kategoria) T20 z powiększonym oknem wyrzutowym, pod oznaczeniem wojskowym jako M3. Decyzję zatwierdzono 11 stycznia 1943 roku, jednocześnie z zamówieniem na 300 000 egzemplarzy nowej broni. Realizacji decyzji towarzyszyło przesunięcie modelu M2 do 3. Kategorii (Substitute Standard), zaś produkcję pistoletu maszynowego M3 puszczono szybką ścieżką – pierwsze seryjne egzemplarze z Guide Lamp Division trafiły do składnic Korpusu Uzbrojenia Armii Stanów Zjednoczonych już na początku maja, a więc zaledwie siedem miesięcy po tym, jak padły pierwsze strzały z prototypu T20.
Seryjny pistolet maszynowy M3 posiadał kilka ulepszeń w stosunku do modelu T20. Pokrywa okna wyrzutowego została powiększona wraz z powiększeniem samego okna, a wewnątrz zamocowano kawałek wojłokowej tkaniny, który pełnił podwójną funkcję. Po pierwsze, uszczelniał brzegi, zapobiegając przedostawaniu się pod nią pyłu – ale także wyciszał pokrywę, która od tej pory zamykała wyciszał pokrywę, która do tej pory zamykała się w donośnym brzękiem. Z lewej strony osłony urządzenia napinającego, przynitowano dodatkową blaszaną rurkę, która służyła jako chwyt na olejarkę do karabinka M1.
Wzmocniono tylne prowadnice kolby, łącząc je w jeden element, mocujący także zatrzask ustalający położenie kolby broni. W ramach stosowanych uproszczeń i ochrony przed przedostawaniem się zanieczyszczeń usunięto wycięcie z prawej strony gniazda magazynka, służące jako zatrzask wkładki adaptującej gniazdo do magazynka pistoletu maszynowego Sten. W międzyczasie okazało się, że Brytyjczycy mają własnych Stenów pod dostatkiem i nie potrzebują już nowego pistoletu maszynowego. Dlatego wersja tzw. „małokalibrowa” miała odtąd stanowić znikomą mniejszość egzemplarzy i nie planowano już więcej szybkich zmian kalibru w polu – nie było więc sensu pozostawiać otworu, którym do wnętrza broni mógł się dostawać pył. Nową wkładkę na stenowski magazynek osadzono wcisk – właściwie zainstalowany na stałe, choć oczywiście można było go zdemontować w warunkach warsztatowych. Pistolety maszynowe kalibru 9 mm były od tej pory wykonywane faktycznie fabrycznie, o czy mogą świadczyć fakt umieszczenia opisu z kalibrem na gnieździe magazynka.
Konieczność użycia otwieracza P-38 do zdemontowania kabłąka kłóciła się z założeniem, że do rozkładania ma się nie używać żadnych zewnętrznych narzędzi. W czasie trwania strzelań testowych doszło też do przypadków mimowolnego zwalniania osłabionego przez częste demontowanie kabłąka na skutek powstałych wibracji. Obie wady wyeliminowano przez zmianę konstrukcji kabłąka. Od tej pory jego tylny koniec był płaski i prosty, głęboko wchodząc w wycięcie w chwycie. W rezultacie kabłąk siedział teraz nieporównanie mocniej i do rozłożenia broni potrzeba było naprawdę sporo siły. Aby ulżyć tym, którym natura poskąpiła żelaznych palców, zalecano używanie odłączonej drucianej kolby jako narzędzia do podważania kabłąka.
Mimo wszystkich swoich oczywistych zalet, pistolet maszynowy M3 był początkowo bardzo niepopularny wśród amerykańskich żołnierzy, których raziła tandetna powierzchniowość ich nowej broni w porównaniu z wdzięcznymi liniami konstrukcji Thompsona, pistoletów M1911A1 oraz M1 Garanda. Niską szybkostrzelność, pozwalającą osiągnąć niesłychaną celność ognia ciągłego , w porównaniu z konstrukcjami Thompsona, amerykańscy żołnierze mylili z niską efektownością. M3 szybko dorobił się przezwisk, które mogą dziś śłużyć jako barograf opinii użytkowników. Nazywano je Cake Decorator (tuba do nakładaniu kremu na ciasta), Enema Syringe (Irygator do lewatywy), Vest-pocket Howitzer (Kieszonkowa haubica) i wieloma innymi, mniej lub bardziej pochlebnymi przezwiskami, ale do historii przeszła najbardziej popularna z nich – Grease Gun (Smarownica), jako że w wyciągniętą kolbą przypominać miała ten bardzo popularny przyrząd warsztatowy.
Produkcja seryjna nowej broni rozpoczęła się w maju 1943 roku, przy czym Guide Lamp Division produkowała tylko części tłoczone i lufy, a kompletne zespoły ruchome pochodziły z zakładów Buffallo Arms Corporation i z Rock Island Arsenal. Początkowa kalkulacja, wedle której model M3 miał kosztować ówcześnie 17,92 dolarów, która jednak nie ostała się długo, już po miesiącu podniesiono ją do 18,36 dolarów, a w październiku tego roku koszt osiągnął już 33,33 dolarów. Nadal to była jednak połowa ceny M1 Thompsona. Głównym problemem była jednak nie cena, ale podaż: w lipcu planowa produkcja nie miała osiągnąć 20 000 sztuk, by potem w sierpniu wzrosnąć do 60 000 egzemplarzy, a od września 1943 roku osiągnięto miesięczną produkcję 70 000 sztuk. Dlatego pod koniec roku dano US Army 400 000 egzemplarzy. Problemy ze spawaniem połówek komory zamkowej opóźniły jednak znacznie harmonogram produkcji – w lipcu dostarczono zaledwie 900 egzemplarzy pistoletów maszynowych. Ostatecznie do końca 1943 roku GLD dostarczyła 85 130 sztuk M3, a w następnym roku 343 372 (zamiast pierwotnie planowanych 840 000 sztuk). 1 maja 1944 roku Hyde i Sampson złożyli wniosek patentowy, który przyniósł im patent US 2 403 306.
Model M3E1
Intensywne użytkowanie pistoletów maszynowych M3 przez wojska szkolące się na terytorium Stanów Zjednoczonych i Wielkiej Brytanii do inwazji wkrótce spowodowało kłopoty: już od jesieni 1943 roku pojawiły się pierwsze doniesienia, a w lutym 1944 roku także oficjalne raporty o pękaniu napinaczy zamka w nowych pistoletach maszynowych. Do uszkodzeń dochodziło w rejonie zawiasu łączącego obie części dźwigni napinającej. Zawias szybko przeprojektowano, wzmacniając zagrożone miejsce, zmieniono także materiał i sposób obróbki cieplnej dźwigni, by ją odpowiednie utwardzić i tym wzmocnić.

Muzeum Wojskowe Bundeswehry – Drezno – model M3A1
Prócz pękania dźwigni użytkownicy meldowali o spadających z zaczepów sprężynach dźwigni, krytykowano trudny do zwolnienia zatrzask nakrętki lufy, przy czym sam formowany z blachy zatrzask był za miękki i szybko się wyrabiał. Celownik broni, początkowo formowany z płaskiej blachy, łatwo się deformował przy upadku broni. Zatrzask magazynka za bardzo wystawał ponad powierzchnię gniazda i zahaczał często o wyposażenie osobiste żołnierza, tym samym powodując mimowolne zwolnienie magazynka. Użycie ramion kolby jako wyciora prowadziło do uszkodzeń czółka zamka i iglicy, jeśli pręt wciskano od wylotu zbyt energicznie – konieczne okazywało się przylutowanie do ramion kolby ogranicznika zagłębienia, w postaci prostokątnej płytki metalowej, która jednocześnie wzmacniała zgięcie kolby broni. Użytkownicy pistoletów maszynowych M3 narzekali także na konieczność zapasów z kabłąkiem spustu przy każdym czyszczeniu lufy i postulowali umożliwienie wyjmowania zamka bez demontażu wyrzutnika. Jednocześnie z wysyłką tysięcy kompletów części do napraw istniejących modeli M3, w marcu 1944 roku ruszyły pierwsze prace nad ulepszonym modelem, w którym wszystkie mankamenty poprzedniej wersji miały zostać ostatecznie rozwiązane.
Jako pierwsze do produkcji skierowano osłonę zatrzasku magazynka w postaci prostopadłościennej miseczki zakładanej na przycisk i mocowanej jego sprężyną, a także nową kolbę, z płytowym wzmocnieniem zgięcia. Od sierpnia 1944 roku obi modyfikacje, wraz ze wzmocnionym zawiasem dźwigni i przedłużonym, hartowanym blaszanym zatrzaskiem nakrętki lufy, zostały wprowadzone w życie i od tej pory stanowiły wyposażenie każdego nowego pistoletu maszynowego M3.
Mniej więcej w tym samym czasie Hyde zaproponował radykalne rozwiązanie problemu dźwigni napinającej – przez jej eliminację. Osłona napinacza musiała zostać, bo nadal potrzeba była jakaś pokrywa otworu do mocowania części w komorze zamkowej, a poza tym do niej był przymocowany wyrzutnik.. Sposób ominięcia napinacza podsunął jeden z sierżantów zbrojmistrzów, który zaprezentował sposób napinania zamka w pistolecie maszynowym M3 po ułamaniu dźwigni – wystarczyło po otwarciu pokrywki włożyć palec w przednie wycięcie do bezpiecznika i pociągnąć zamek do tyłu. Wymagało to pewnej ekwilibrystyki z uwagi na zbyt blisko położoną tylną krawędź okna, co wymagało przełożenia palca z wycięcia na czoło zamka, ale dawało się w ten sposób strzelania z broni. Wystarczyło pogłębić w tył otwór dl bezpiecznika w przednim położeniu, przedłużyć odpowiednio okno wyrzutowe i można było w ten sposób pożegnać się z przysparzającym tyłu kłopotów napinaczem, przy okazji redukując liczbę części i upraszczając konstrukcję.

Nową kolbę drucianą, głęboko tłoczony celownik, przedłużony zatrzask nakrętki lufy i osłonę zatrzasku magazynka zaczerpnięto z modyfikacji pistoletu maszynowego M3. W ramionach kolby wywiercono od przodu nagwintowany otwór do mocowania szczotki do czyszczenia lufy. Stopkę kolby wzmocniono przez dodatkowe przegniecenie. Jednocześnie nakrętkę lufy zaopatrzono w płaski, pasujące rozstawem do dolnej pętli stopki kolby – po stabilizacji zgięcia przyspawaną płytką, kolba broni mogła teraz posłużyć jako klucz do wykręcenia lufy. Zamek został wyposażony w nowy otwór do napinania, a szczelinę wyrzutnika przycięto do końca trzonu, by umożliwić wyjmowanie zamka przy częściowym rozkładaniu bez demontażu wyrzutnika, a na grzbiecie trzonu pojawiło się wybranie omijające nity, którymi zamocowano nową przedłużoną osłonę okna wyrzutowego. Uproszczony pistolet maszynowy nosił oznaczenie M3E1.
Jesienią 1944 roku pojawił się również inny model prototypowy M3E1, który został przebudowany na nabój pośredni .30 Carbine (7,62 mm x 33 mm) do karabinka M1. Broń ta, oznaczona jako T29, miała oprócz dłuższej lufy mniejszego kalibru także cięższy zamek, twardsze sprężyny, nowy sprężynowy wyrzutnik w czółku zamka, przełącznik rodzaju ognia i oczywiście powiększone gniazdo magazynka, do którego podpinano 30-nabojowy magazynek. Jednakże sukces prototypowego modelu samoczynnego (automatycznego) karabinku typu M2, przy problemach trapiących model T29, spowodowały zakończenie tego ostatniego programu 16 listopada 1944 roku.
M3A1

Sześć egzemplarzy modelowych M3E1 wysłano w październiku do badań w APG i Fort Benning, po których przyszły zalecenia poprawek: zmiany profilu nowej pokrywy komory zamkowej tak, by mogła służyć jako namiastka łoża i eliminacji uchwytu na olejarkę, która postanowiła zastąpić integralną olejarką dużej pojemności przechowywaną w chwycie pistoletu maszynowego M3A1. Szyjka olejarki wystawała z dolnej powierzchni rękojeści, a zakrętka wyposażona była w metalowy pręcik pełniący podwójną rolę zakraplacza i wybijaka do demontażu wyciągu z zamka. Ogranicznik zagłębienia kolby polecono zaopatrzyć w przyspawany doń występ w kształcie litery L, pełniący rolę przewodu do ładowania magazynka. Po wprowadzeniu zaleceń w „życie”, 2 listopada 1944 roku model M3E1 został zarekomendowany do wprowadzenia do służby jako model M3A1 – wniosek ten został zatwierdzony 21 grudnia 1944 roku, polecając zastąpienie w produkcji modelu M3 nową wersją pistoletu maszynowego.
Produkcja seryjna pistoletu maszynowego M3A1 ruszyła w kwietniu 1945 roku. Już w grudniu przyjęciu pistoletu maszynowego M3A1 towarzyszyło przeniesienie modelu M3 do 2. Kategorii (Limited Standard), ale produkcja trwała nadal i do czasu jej zakończenia w kwietniu GLD wyprodukowała jeszcze 178 192 egzemplarze pistoletu maszynowego M3. W lutym 1945 roku model M3A1 został oficjalnie „pasowany” na jako jedyny standardowy pistolet maszynowy US Army, z jednoczesnym zaleceniem Korpus Uzbrojenia przeniesieniem wszystkich modeli pistoletów maszynowych konstrukcji Thompsona oraz modelu M3 do 5. Kategorii Obsolete (przestarzały) i zastąpienia tych wszystkich modeli przez pistolet maszynowy M3A1. W rzeczywistości pistolety maszynowe Thompson (modele M1 i M1A1) pozostały w amerykańskim wojsku do 1957 roku, a było to spowodowane przede wszystkim brakiem wystarczającej liczby pistoletów maszynowych M3 i M3A1. Do zakończenia produkcji w lipcu 1945 roku GLD jako jedyny producent tej broni dostarczyła Armii Stanów Zjednoczonych 606 694 egzemplarzy pistoletów maszynowych M3 i 82 281 egzemplarzy pistoletu maszynowego M3A1, czyli dawało to łącznie 699 975 egzemplarzy, co dawało zaledwie 1/3 wojennej produkcji pistoletów maszynowych Thompson.
W marcu 1946 roku Korpus Uzbrojenia wnioskował o ponowne uruchomienie produkcji amerykańskich M3A1, gdyż nawet po demobilizacji armii wojennej, gdyby wycofać pistolety maszynowe Thompson, w etatowych stanach pistoletów maszynowych ziało manko na aż 50 000 egzemplarzy i to realizacji zalecenia zastąpienia M3 unowocześnioną wersją. Rząd miał jednak pilniejsze wydatki zbrojeniowe i zamiast wznowić produkcję pistoletów maszynowych M3A1 po prostu anulowano rozkaz z lutego 1945 o przeniesieniu pistoletów maszynowych rodziny Thompsona do 5. Kategorii, który skutkowałby ich natychmiastowym wycofaniem z użytku.

Amerykański czołgista, uzbrojony w pistolet maszynowy M3
W czasie trwania wojny na Półwyspie Koreańskim w latach 1950-1953 niedostatek pistoletów maszynowych typu M3A1 dał o sobie ponownie znać i Służba Uzbrojenia rozpisała przetarg na produkcję 70 000 egzemplarzy pistoletów maszynowych M3A1, ale nie było chętnego. W 1953 roku zakłady Ithaca z Utica w stanie Nowy Jork rozpoczęły produkcję zamków do najbardziej zużytych modeli M3. W latach 1953-1954 zakłady Ithaca wyprodukowały 90 136 sztuk kompletów zespołu ruchomego, a po wielkich problemach w odnalezieniu części maszyn, narzędzi i odpowiednich uchwytów do produkcji modelu M3A1, w latach 1955-1956, już po zakończeniu działań wojennych na Półwyspie Koreańskim wyprodukowano tam także 32 227 sztuk kompletnych pistoletów maszynowych. Wszystkie części dla modelu M3A1 Ithaki, sygnowane „ITG”, są całkowicie zamienne z modelami produkcji od GLD, sygnowanymi „GL”.
Opis konstrukcji
Automatyka broni wykorzystuje energię odrzutu zamka swobodnego, strzelała z zamka otwartego ogniem ciągłym. Lufa gwintowana, zaopatrzona w 4 prawoskrętne bruzdy o skoku 406 mm, połączona na stałe z komorą zamkową za pomocą śruby. Komorę zamkową wraz z chwytem pistoletowym wykonano z dwóch symetrycznych spawanych wytłoczek. Nad otworem wyrzutowym znajduje się odchylana na zawiasie pokrywka, która po zamknięciu blokuje trzon zamkowy służąc jako bezpiecznik, jak również chroni wnętrze broni przed zanieczyszczeniami.




Pistolet maszynowy M3
Autor – zdjęcia: Dawid Kalka
Eksponat ze zbiorów: Czechy – Praga, Muzeum Wojny
Zasilanie broni w amunicję za pomocą dwurzędowego magazynka pudełkowego wkładanego do gniazda od dołu. Zastosowano stały celownik przezierny ustawiony na odległość 100 jardów (91,4 metry), współpracujący z muszką umieszczoną nad wylotem lufy. Wykonana z giętego stalowego pręta kolba celem złożenia była przesuwana teleskopowo wzdłuż komory zamkowej.
Zastosowana amunicja
Początkowo stosowano łuski mosiężne o masie 5,64 g, a następnie stalowe o masie 5,05 g, długości 22,81 mm i średnicy kryzy 12,02 mm. Naboje pakowano po 20 sztuk w kartonowe opakowania, 5 opakowań w pudełka mieszczące 100 naboi, a 20 pudełek w zbiorcze drewniane skrzynki mieszczące 2000 naboi (wymiary 418 x 322 x 190 mm). Masa pustego magazynka 363 g.
1. Zwykła Cartridge, Ball, Caliber .45, M1911:
-
Długość naboju: 32,38 mm
-
Długość pocisku: 17,27 mm
-
Masa naboju: 20,08 g
-
Masa pocisku: 15,16 g
-
Masa ładunku miotającego: 0,32 g
-
Prędkość wylotowa: 280 m/s
-
Donośność: praktyczna 100 jardów = 91,4 m
-
Pocisk pełnopłaszczowy z ołowianym rdzeniem.
2. Zwykła ze smugaczem Cartridge, Tracer, caliber .45, M26:
-
Długość naboju: 32,38 mm
-
Długość pocisku: 17,27 mm
-
Masa naboju: 18,85 g
-
Masa pocisku: 13,48 g
-
Masa ładunku miotającego: 0,39 g
-
Donośność: praktyczna 100 jardów = 91,4 m
-
Pocisk pełnopłaszczowy z ołowianym rdzeniem i smugaczem w części dennej. Dla łatwej identyfikacji pocisk z czubkiem w kolorze czerwonym.
3. Ślepa Cartridge, Blank, Caliber .45, M1:
-
Długość naboju: 28,2 mm
-
Masa naboju: 7,97 g
-
Masa ładunku miotającego: 0,39 g
-
Używane do celów szkoleniowych naboje pozbawione pocisku.
4. Atrapa Cartridge, Dummy, Caliber .45, M1921:
-
Długość naboju: 32,38 mm
-
Masa naboju: 20,28 g
-
Amunicja używana do celów szkoleniowych. Dla łatwej identyfikacji na obwodzie łuski znajdowały się otwory, brak spłonki w części dennej.
5. Testowa Cartridge, High Pressure Test, Caliber .45, M1:
-
Długość naboju: 32,38 mm
-
Masa naboju: 21,18 g
-
Masa ładunku miotającego: 0,45 g
-
Amunicja używana dla testowania wytrzymałości lufy badanej broni, o zwiększonym ładunku miotającym.
Dalsze dzieje

Model M3A1 pozostał podstawowym modelem pistoletu maszynowego US Army i US Marine Corps do 1957 roku, gdy karabin samoczynny M14 zastąpił w użyciu starszego M1 Garand., karabinki rodziny M1 Winchester oraz pistolety maszynowe rodziny Thompsona i M3/M3A1. Przeniesiono wówczas do 3. Kategorii – M3A1, który pozostał na uzbrojeniu wojsk pancernych US Army aż do wybuchu I Wojny w Zatoce Perskiej na przełomie 1990, a 1991 roku. Dopiero po jej zakończeniu zaczęto je zastępować w czołgach karabinkami samoczynnymi rodziny M4.
Pistolety maszynowe M3 i M3A1 są nadal bronią wojskową w kilku państwach świata, do których trafiła z amerykańskiego demobilu, między innymi do Japonii czy na Filipiny, gdzie amerykańskie Smarownice są używane przez filipińskie Siły Specjalne i nawet doczekały się odpowiednich modyfikacji polegającej na zamocowaniu na szczycie komory zamkowej szyn typu Picatinny, na których mocowane są komercyjne celowniki kolimatorowe!
Na całym świecie na pewno są produkowane dwie kopie amerykańskiej Smarownicy: na Tajwanie (Republika Chińska) – 11,45 mm Typ 36 (czyli wzór 1945 – data określona według chińskiego „kalendarza republikańskiego” Kuomintangu, który zaczyna się od 1911 roku) i w Argentynie jako 9 mm PAM-1 i PAM-2 z samoczynnym bezpiecznikiem wyłączonym lewą ręką, jak w TZ-45 czy Madsenie.
Podstawowe dane taktyczno-techniczne: M3/M3A1
-
Państwo – Stany Zjednoczone
-
Rodzaj broni – pistolet maszynowych
-
Prototypy – lata 1942-1943
-
Produkcja seryjna – od 1943 roku
-
Wyprodukowano – ok. 680 000 egzemplarzy
-
Kaliber broni – 9 mm lub 11,43 mm
-
Zastosowane naboje – 9 mm x 19 mm Parrabellum lub .45 ACP (11,43 mm x 23 mm)
-
Magazynek – pudełkowy o pojemności 30 nabojów pistoletowych
-
Długość całkowita broni – z kolbą rozłożoną 757 mm, z kolbą złożoną 579 mm
-
Długość stosowanej lufy – 203 mm
-
Masa broni – własna 3,63 kg, z załadowanym magazynkiem 4,7 kg (naboje .45 ACP)
-
Prędkość początkowa wystrzelonego pocisku – 280 m/s .45 ACP, 320-340 m/s 9 mm x 19 mm Parabellum
-
Szybkostrzelność teoretyczna – 400-450 strz./min.
-
Zasięg skuteczny broni – 100 metrów
Bibliografia
-
Leszek Erenfeicht, Smarownica Dr. Jekyll, konstrukcji Mr. Hyde’a, Strzał – Magazyn o Broni Nr. 5/2010, Magnum-X
-
Karabiny karabinki i pistolety maszynowe Encyklopedia długiej broni wojskowej XX wieku – Żuk Aleksandr B.
-
Witold Głębowicz, Roman Matuszewski, Tomasz Nowakowski: Indywidualna broń strzelecka II wojny światowej, Warszawa 2010
-
http://www.dws-xip.pl/encyklopedia/category/kraje/us/inf-us/infs-us/
-
https://commons.wikimedia.org/wiki/Category:M3_Grease_gun